
As part of my MANF 377 course at UBC Okanagan Engineering, our team of four designed and manufactured a fully aluminum miniature logging train. The project combined precision machining, CAD/CAM design, and collaborative manufacturing techniques to produce a functional and aesthetically clean model.
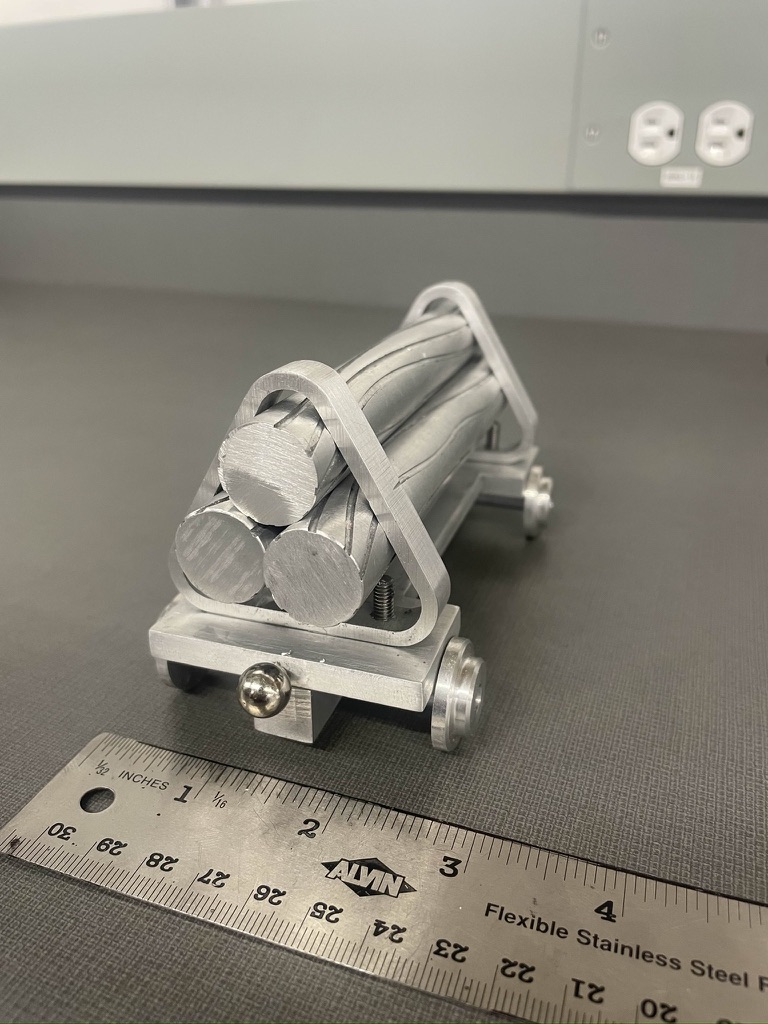
Below is the final result:

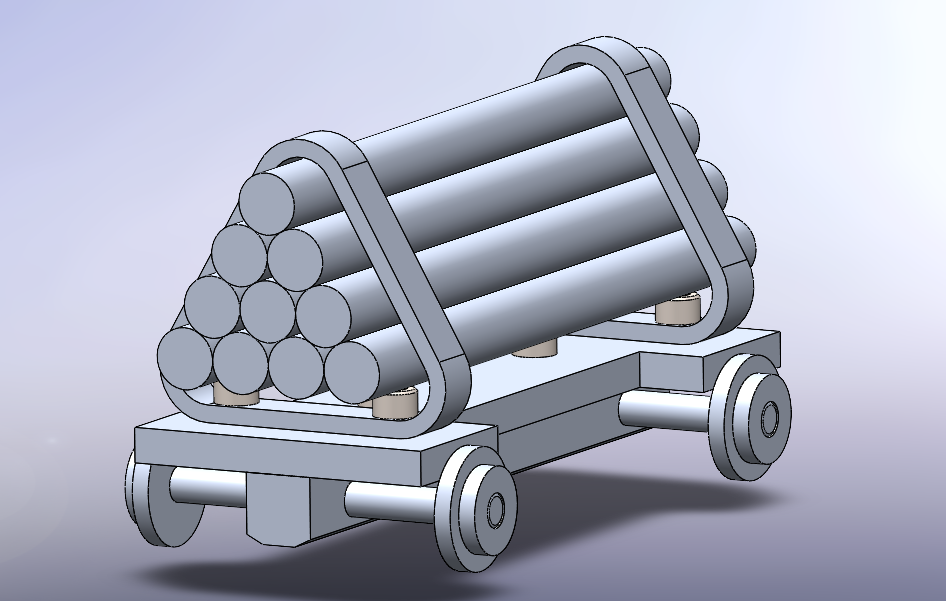
Project Overview
The goal of this project was to design and build a small train car capable of transporting cylindrical “logs,” while integrating multiple manufacturing processes and tight tolerances.
Our team split responsibilities across different components, and I was primarily responsible for designing and machining the logs—including their patterned surfaces.
Design Features
🚂 Modular Train System
Each train car was designed to connect with others built by classmates using a magnetic hitch system, allowing the entire class to assemble a larger train.
🪵 Log Transport System
The logs are held in place by triangular side supports, which we informally named:
“Log Cradles”
These cradles:
- Secure the cylindrical logs
- Maintain alignment during movement
- Provide a clean geometric aesthetic
⚙️ Precision Wheel Assembly
One of the most critical aspects of the design was the wheel-to-shaft interference fit:
- Tolerance: ±0.001 inches
- Ensured a tight press-fit without adhesives
- Required careful lathe work and measurement
Manufacturing Process
🔩 Lathe Work
The following components were produced using a lathe:
- Wheels
- Axle shafts
- Logs
This allowed for high concentricity and smooth finishes.
🧊 Pocket NC (5-Axis CNC)
The logs were enhanced with custom surface patterns using a Pocket NC 5-axis CNC machine:
- Created complex curved grooves
- Added visual and tactile detail
- Demonstrated multi-axis machining capability
💧 Waterjet Cutting
We used a waterjet cutter to manufacture:
- The base प्लेट (main chassis)
- The triangular log cradles
Benefits:
- Clean cuts in aluminum
- No heat-affected zones
- High dimensional accuracy
🔧 Assembly Techniques
Interference Fit
- Wheels were press-fit onto shafts
- Required precise diameter control
- Eliminated need for fasteners or adhesives
Magnetic Hitch
- Embedded magnets allowed quick coupling
- Enabled modular train expansion
- Provided a satisfying mechanical “snap” connection
Manufacturing in Action
Here’s a look at one of the logs being machined:
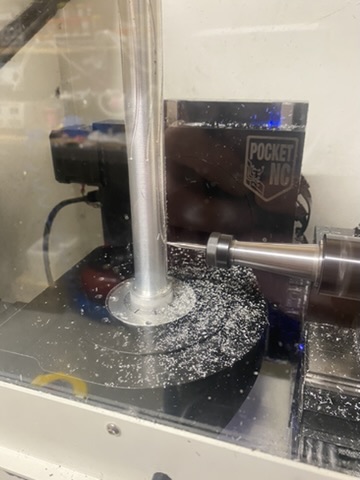
This stage highlights:
- CNC finishing passes
- Surface pattern accuracy
- Fixture setup for cylindrical parts
Challenges & Learnings
🎯 Tight Tolerances
Holding a 0.001 inch tolerance pushed our machining and measurement skills. Small deviations could mean:
- Loose wheels (failure)
- Overly tight fits (risk of damage)
🔄 Multi-Process Coordination
Integrating:
- Lathe machining
- 5-axis CNC
- Waterjet cutting
required careful planning to ensure all parts fit together perfectly.
🤝 Team Collaboration
Working in a team of four meant:
- Clear communication was critical
- Dependencies between parts had to be managed
- Everyone contributed specialized skills
Final Thoughts
This project was a great demonstration of real-world engineering workflows:
- Designing for manufacturability
- Working with tight tolerances
- Combining multiple fabrication techniques
The final aluminum train not only functions well but also showcases precision craftsmanship and thoughtful design.
Final Product
Course: MANF 377
Institution: UBC Okanagan Engineering
Team Size: 4
Key Technologies: Lathe, Waterjet, Pocket NC (5-axis CNC), Interference Fits